ഡയമണ്ട് സോ ബ്ലേഡിനും കോർ ബിറ്റുകൾക്കുമുള്ള സെഗ്മെന്റുകൾ




ഗുണങ്ങൾ
1. ഈ ബിറ്റുകൾ സാധാരണയായി വജ്രം, അബ്രാസീവ്, അല്ലെങ്കിൽ ഇവ രണ്ടും കൂടിച്ചേർന്ന വിവിധ വസ്തുക്കളിൽ നിന്നാണ് നിർമ്മിക്കുന്നത്. ഉയർന്ന കട്ടിംഗ് കാര്യക്ഷമതയ്ക്കും ഈടുതലിനും പേരുകേട്ട ഡയമണ്ട് ബിറ്റുകൾ കോൺക്രീറ്റ്, കൊത്തുപണി, കല്ല് തുടങ്ങിയ കഠിനമായ വസ്തുക്കൾ മുറിക്കുന്നതിന് അനുയോജ്യമാണ്. മൃദുവായ വസ്തുക്കൾ മുറിക്കുന്നതിന് അബ്രസീവ് ഡിസ്കുകൾ സാധാരണയായി ഉപയോഗിക്കുന്നു.
2. കട്ടിംഗ് വേഗത, കൃത്യത, കട്ടിംഗ് പ്രക്രിയയിൽ ചൂട് പുറന്തള്ളാനുള്ള കഴിവ് എന്നിവ നിർണ്ണയിക്കുന്നതിൽ ബ്ലേഡിന്റെ ആകൃതിയും രൂപകൽപ്പനയും ഒരു പ്രധാന പങ്ക് വഹിക്കുന്നു. സാധാരണ ബിറ്റ് ആകൃതികളിൽ ടർബൈൻ, വേവ്, സെഗ്മെന്റഡ്, തുടർച്ചയായ എഡ്ജ് എന്നിവ ഉൾപ്പെടുന്നു, ഓരോന്നും നിർദ്ദിഷ്ട കട്ടിംഗ് ആപ്ലിക്കേഷനുകൾക്കും മെറ്റീരിയലുകൾക്കുമായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു.
3. കട്ടർ ഹെഡിന്റെ വലിപ്പം, ഉയരവും കനവും ഉൾപ്പെടെ, കട്ടിംഗ് ആഴത്തെയും കട്ടിംഗ് പ്രക്രിയയുടെ സ്ഥിരതയെയും നേരിട്ട് ബാധിക്കുന്നു. വലിയ തലകൾ സാധാരണയായി ഹെവി-ഡ്യൂട്ടി കട്ടിംഗിനായി ഉപയോഗിക്കുന്നു, അതേസമയം ചെറിയ തലകൾ സൂക്ഷ്മവും കൂടുതൽ കൃത്യവുമായ മുറിവുകൾക്ക് ഉപയോഗിക്കാം.
4. ബ്ലേഡ് സെഗ്മെന്റിനെ സോ ബ്ലേഡുമായോ കോറിംഗ് ബിറ്റുമായോ ബന്ധിപ്പിക്കുന്ന ബോണ്ടിംഗ് പ്രക്രിയ ഉപകരണത്തിന്റെ ശക്തിയെയും സ്ഥിരതയെയും ബാധിക്കുന്നു.സിന്ററിംഗ്, ലേസർ വെൽഡിംഗ് അല്ലെങ്കിൽ ബ്രേസിംഗ് എന്നിവയുൾപ്പെടെ വിവിധ ബോണ്ടിംഗ് രീതികൾ ഉപയോഗിച്ച് സെഗ്മെന്റുകൾ കൂട്ടിച്ചേർക്കാൻ കഴിയും, ഓരോന്നിനും ശക്തിയുടെയും താപ പ്രതിരോധത്തിന്റെയും കാര്യത്തിൽ പ്രത്യേക ഗുണങ്ങൾ വാഗ്ദാനം ചെയ്യുന്നു.
5. ഒരു ബ്ലേഡിലോ കോറിംഗ് ഡ്രില്ലിലോ ഉള്ള ബിറ്റുകളുടെ എണ്ണവും ക്രമീകരണവും കട്ടിംഗ് കാര്യക്ഷമത, താപ വിസർജ്ജനം, കട്ടിംഗ് പ്രവർത്തനത്തിന്റെ സുഗമത എന്നിവയെ ബാധിക്കുന്നു. നിങ്ങളുടെ നിർദ്ദിഷ്ട കട്ടിംഗ് ആവശ്യങ്ങളും പ്രോസസ്സ് ചെയ്യുന്ന വസ്തുക്കളും അനുസരിച്ച് സെഗ്മെന്റഡ്, തുടർച്ചയായ അല്ലെങ്കിൽ ടർബൈൻ പോലുള്ള വ്യത്യസ്ത കോൺഫിഗറേഷനുകളിൽ നിന്ന് തിരഞ്ഞെടുക്കുക. \
6. ചില ബിറ്റുകൾ അണ്ടർകട്ട് സംരക്ഷണം, ഫലപ്രദമായി അവശിഷ്ടങ്ങൾ നീക്കം ചെയ്യുന്നതിനുള്ള ഗല്ലറ്റുകൾ, അല്ലെങ്കിൽ നീണ്ട കട്ടിംഗ് പ്രവർത്തനങ്ങളിൽ അമിതമായി ചൂടാകുന്നത് തടയുന്നതിനുള്ള കൂളിംഗ് ഹോളുകൾ എന്നിവ പോലുള്ള പ്രത്യേക സവിശേഷതകളോടെയാണ് രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്.
7. കോൺക്രീറ്റ് കട്ടിംഗ്, അസ്ഫാൽറ്റ് കട്ടിംഗ്, ടൈൽ കട്ടിംഗ് അല്ലെങ്കിൽ വിവിധ വസ്തുക്കളിൽ ഡ്രില്ലിംഗ് പോലുള്ള നിർദ്ദിഷ്ട കട്ടിംഗ് ആപ്ലിക്കേഷനുകൾക്കായി കട്ടർ ഹെഡ് രൂപകൽപ്പന ചെയ്യാൻ കഴിയും, ഇത് നിർദ്ദിഷ്ട ജോലിക്ക് ഒപ്റ്റിമൽ പ്രകടനവും ദീർഘായുസ്സും ഉറപ്പാക്കുന്നു.
ഉൽപ്പന്ന പരിശോധന

ഫാക്ടറി സൈറ്റ്

| ഉൽപ്പന്ന നാമം | സോ ബ്ലേഡ് വ്യാസം (മില്ലീമീറ്റർ) | സെഗ്മെന്റ് അളവ്(മില്ലീമീറ്റർ) | സെഗ്മെന്റ് നമ്പർ (പൈസകൾ) | ആകൃതി |
| കല്ലിനുള്ള വജ്ര വിഭാഗം | 300 ഡോളർ | 40×3.2×10(15,20) | 21 | ബി ആകൃതി, കെ ആകൃതി, എം ആകൃതി, ദീർഘചതുരം, സാൻഡ്വിച്ച് ആകൃതി തുടങ്ങിയവ |
| 350 മീറ്റർ | 40×3.2×10(15,20) | 24 | ||
| 400 ഡോളർ | 40×3.6×10(15,20) | 28 | ||
| 450 മീറ്റർ | 40×4.0×10(15,20) | 32 | ||
| 400 ഡോളർ | 40×3.6×10(15,20) | 28 | ||
| 450 മീറ്റർ | 40×4.0×10(15,20) | 32 | ||
| 500 ഡോളർ | 40×4.0×10(15,20) | 36 | ||
| 550 (550) | 40×4.6×10(15,20) | 40 | ||
| 600 ഡോളർ | 40×4.6×10(15,20) | 42 | ||
| 650 (650) | 40×5.0×10(15,20) | 46 | ||
| 700 अनुग | 40×5.0×10(15,20) | 50 | ||
| 750 പിസി | 40×5.0×10(15,20) | 54 | ||
| 800 മീറ്റർ | 40×5.5×10(15,20) | 57 | ||
| 850 പിസി | 40×5.5×10(15,20) | 58 | ||
| 900 अनिक | 24×7.5×13(15) | 64 | ||
| 1000 ഡോളർ | 24×7.5×13(15) | 70 | ||
| 1200 ഡോളർ | 24×8.0×13(15) | 80 | ||
| 1400 (1400) | 24×8.5×13(15) | 92 | ||
| 1600 മദ്ധ്യം | 24×9.5×13(15) | 108 108 समानिका 108 | ||
| 1800 മേരിലാൻഡ് | 24x10x13(15) | 120 | ||
| 2000 വർഷം | 24x11x13(15) | 128 (അഞ്ചാം ക്ലാസ്) | ||
| 2200 മാക്സ് | 24x11x13(15) | 132 (അഞ്ചാം ക്ലാസ്) | ||
| 2500 രൂപ | 24×12.5×13(15) | 140 (140) | ||
| 2700 പി.ആർ. | 24×12.5×13(15) | 140 (140) |
| കോർ ഡ്രില്ലിംഗിനുള്ള ഡയമണ്ട് സെഗ്മെന്റ് വലുപ്പം | ||||
| കോർ ബിറ്റിന്റെ വ്യാസം (മില്ലീമീറ്റർ) | വിവരണം | സെഗ്മെന്റ് വലുപ്പം | സെഗ്മെന്റ് നമ്പർ | വെൽഡിംഗ് |
| 51 | പ്രോസസ്സിംഗ് മെറ്റീരിയലുകൾ: റീഇൻഫോഴ്സ് കോൺക്രീറ്റ് കണക്ഷൻ: 1 1/4″ UNC; ബാരൽ: 450mm | 22*4*10 | 5 | ഫ്രീക്വൻസി കോപ്പർ വെൽഡിംഗ് |
| 63 | 24*4*10 | 6 | ||
| 66 | 6 | |||
| 76 | 7 | |||
| 83 | 8 | |||
| 96 | 9 | |||
| 102 102 | 9 | |||
| 114 (അഞ്ചാം ക്ലാസ്) | 10 | |||
| 120 | 24*4.2*10 (24*4.2*10) | 11 | ||
| 127 (127) | 11 | |||
| 132 (അഞ്ചാം ക്ലാസ്) | 11 | |||
| 152 (അഞ്ചാം പാദം) | 24*4.5*10 (24*4.5*10) | 12 | ||
| 162 (അറബിക്) | 12 | |||
| 180 (180) | 14 | |||
| 200 മീറ്റർ | 16 | |||
| 230 (230) | 18 | |||
| 254 अनिक्षित | 20 | |||
| 300 ഡോളർ | 24*5*10 | 25 | ||
-

ഡയമണ്ട് ടക്ക് പോയിന്റ് വൃത്താകൃതിയിലുള്ള സോ ബ്ലേഡ്
-

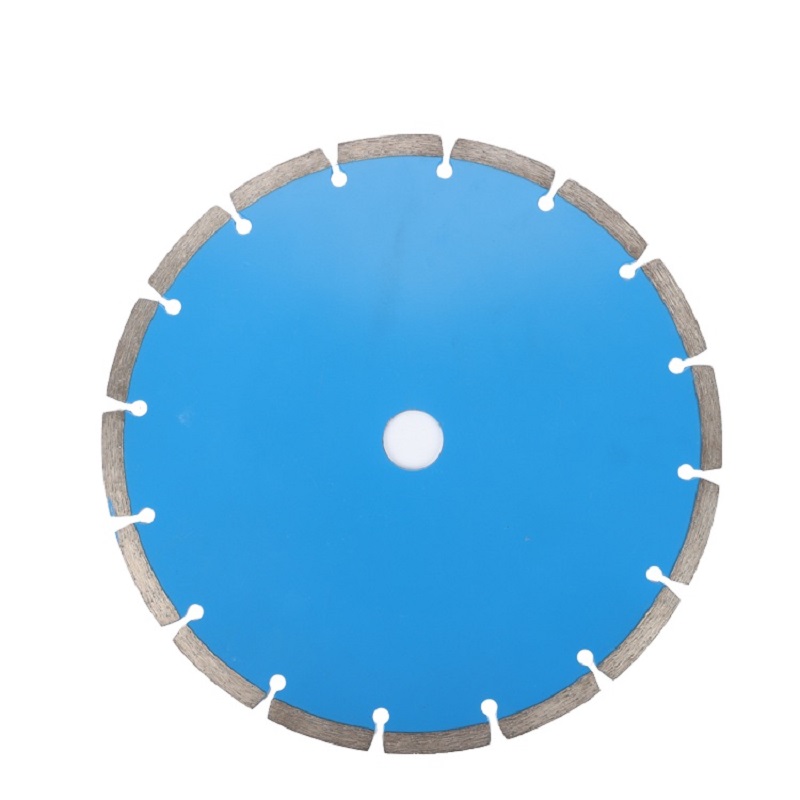
സംരക്ഷണ ഭാഗങ്ങളുള്ള ഡയമണ്ട് വൃത്താകൃതിയിലുള്ള കട്ടിംഗ് സോ ബ്ലേഡ്
-
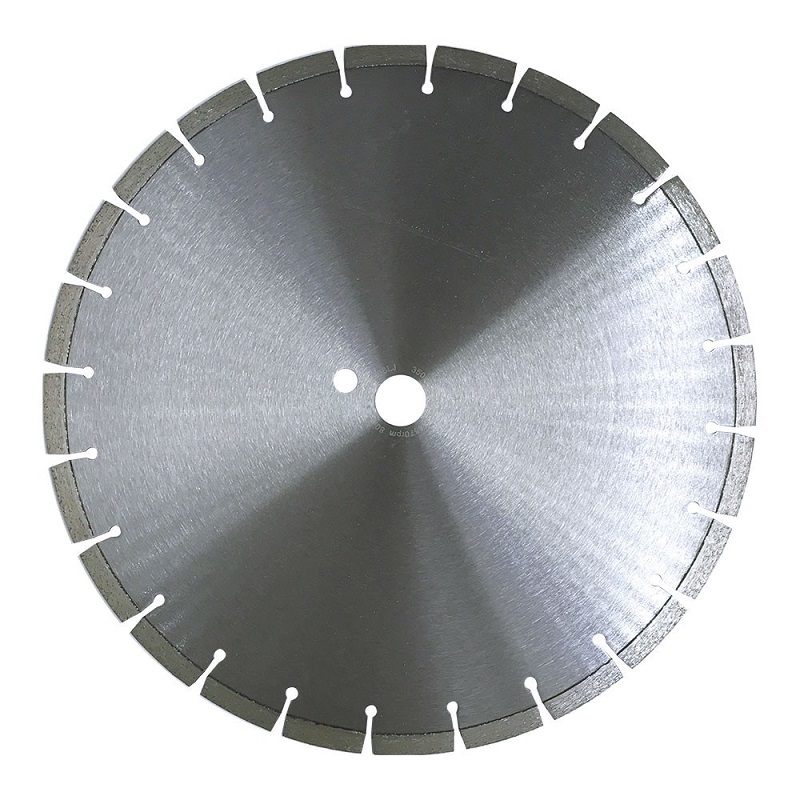
ലേസർ വെൽഡഡ് സർക്കുലർ ഡയമണ്ട് സോ ബ്ലേഡ്
-
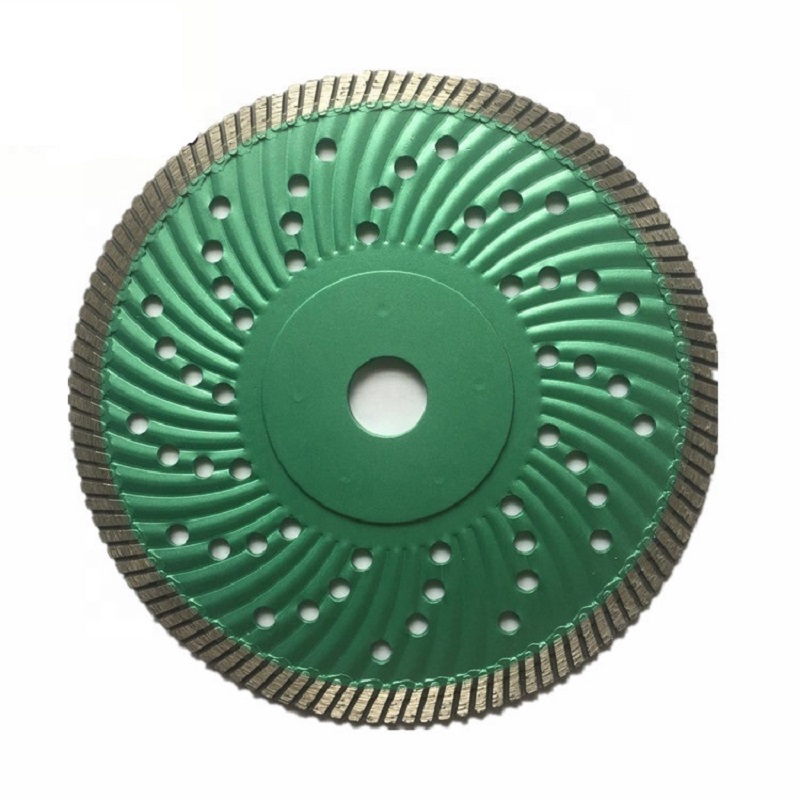
കല്ലിനുള്ള ടർബോ വേവ് സൈലന്റ് ഡയമണ്ട് സോ ബ്ലേഡ്
-
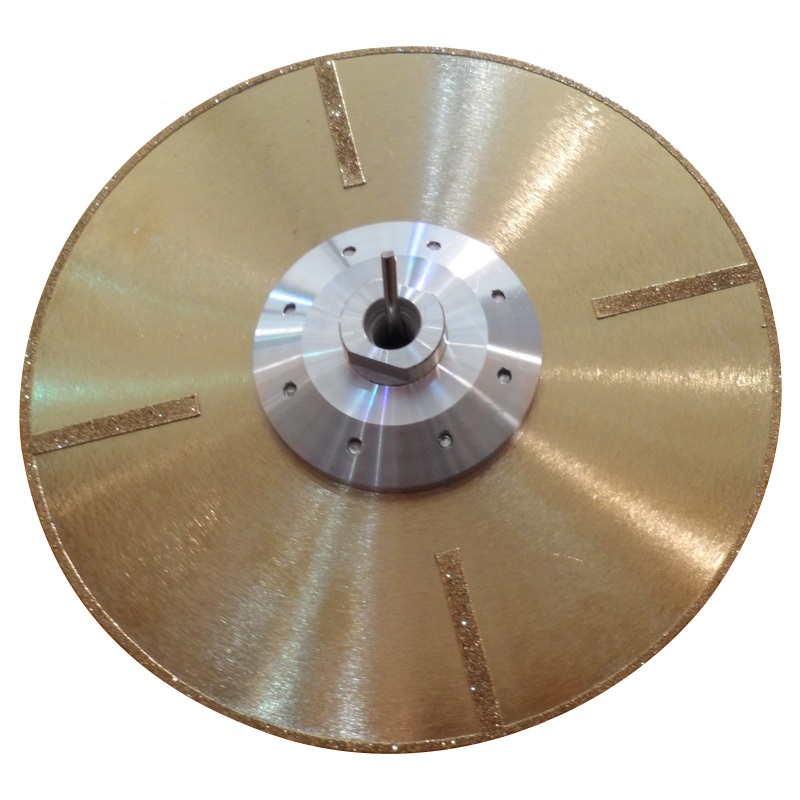
സംരക്ഷണ ഭാഗങ്ങളുള്ള തുടർച്ചയായ റിം ഇലക്ട്രോപ്ലേറ്റ് ചെയ്ത ഡയമണ്ട് സോ ബ്ലേഡ്
-
ഗ്രാനൈറ്റിനും മാർബിളിനും വേണ്ടിയുള്ള ഡയമണ്ട് സർക്കുലർ സോ ബ്ലേഡ്